
超聲波線束焊接機(jī)具有高效,低耗能,易操作的特點(diǎn)。整個(gè)焊接過程僅1-2秒鐘。它可以用于工廠生產(chǎn)的大量焊接需求,銅編織線焊接過程的瞬間會(huì)因其電流的高功率反應(yīng)而消耗的電能。通常待機(jī)狀態(tài)很少。超聲波焊接線束過程沒有熔化。超聲波線束機(jī)的能量僅相當(dāng)于電阻焊接的1-30。換句話說,使用功率為3KW的超聲波線束機(jī)完成電阻焊需要90KV才能完成的工作,因此工作成本也很明顯。
超聲波線束焊接機(jī)的技術(shù)要求
1、 超聲波振幅連續(xù)可調(diào)。由于超聲波能量在線束厚度方向會(huì)存在衰減,對于越厚的線結(jié),需要的焊頭振幅就越大。超聲波振幅連續(xù)可調(diào),還可避免不同面積的電線表面變色。同一臺機(jī)器,在焊接1mm²和焊接25mm²線束時(shí),振幅參數(shù)基本要相差30%。
2.線頭夾具的縫隙要求:≦0.02mm。超聲波焊接是高能量密度的,縫隙大,會(huì)導(dǎo)致卡線。
3.質(zhì)量控制軟件。要求機(jī)器對每個(gè)焊點(diǎn)進(jìn)行質(zhì)量評估:在任何情況下,將焊接錯(cuò)誤,在任何情況下,將線缺少,并發(fā)出警告。還要求超聲波焊接具有能量控制模式。
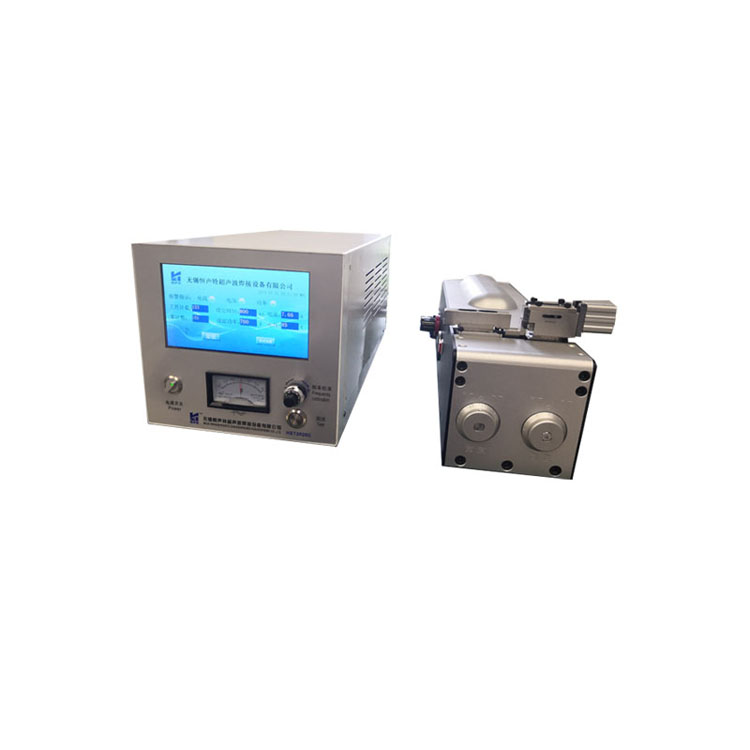
超聲波線束焊接機(jī)的結(jié)構(gòu)特征
1.機(jī)器的有機(jī)箱,導(dǎo)柱,更換器,氣動(dòng)系統(tǒng),PC電路和底模。
2.聲組件由交換器和焊頭組成。更換器使用壓電振子,其功能是將電能轉(zhuǎn)換為機(jī)械振動(dòng)。變換器類別比電路中的變壓器更具變壓器的作用,并具有機(jī)械阻尼變換和振幅放大作用。焊頭是根據(jù)焊接要求和焊接形狀設(shè)計(jì)的。它還具有二級阻抗變換和振幅放大作用。從結(jié)構(gòu)和形狀的角度來看,焊頭并不復(fù)雜,但需要好的設(shè)計(jì),好的材料和良好的加工技術(shù)。形狀復(fù)雜,尺寸較大的焊頭通常由制造廠設(shè)計(jì)。
3.氣壓系統(tǒng)氣壓系統(tǒng)由壓縮空氣為動(dòng)力,通過電磁閥切換電路,促進(jìn)氣缸活塞并驅(qū)動(dòng)焊頭上下運(yùn)動(dòng)。用調(diào)壓閥控制氣壓大小,并用單向節(jié)流閥控制升降速度。
4。控制電路控制焊接過程。控制面板上的功能性按鈕能依照電焊不一樣的目標(biāo)布置電焊的時(shí)間,響應(yīng)時(shí)間,接著踏下腳踏按鈕,自動(dòng)焊接機(jī)將自行實(shí)現(xiàn)電焊歷程。
5。超聲檢查輸出大功率反應(yīng)器為聲零部件供應(yīng)輸出大功率。考慮到電焊歷程中聲零部件的串聯(lián)諧振和抗阻將造成巨大變動(dòng),為此超聲檢查輸出大功率擴(kuò)聲器一定要兼具自行監(jiān)測頻次的專業(yè)能力,輸出大功率兼具載荷自動(dòng)調(diào)節(jié)的專業(yè)能力。NC-3000超聲波金屬材料焊接機(jī)運(yùn)用他做好振動(dòng);相位差法自行頻次監(jiān)測;平穩(wěn)振速把控。


 客服
客服